United Winners Laser Co., Ltd.
Stock Name: UW Laser Stock Code: 688518
View More
Hydrogen fuel cell vehicles are entering the cusp of a new era. Based on demonstration city groups such as Beijing, Shanghai, and Guangdong, China is accelerating the establishment of fuel cell vehicle demonstration zones. All kinds of enterprises in China are continuously increasing investment in the key parts technology chain, industrial chain and innovation chain of links such as hydrogen fuel cell vehicles to promote the coordinated development of the upstream and downstream of the hydrogen fuel cell vehicle industry chain. According to statistics, China has built more than 250 hydrogen refueling stations, accounting for about 40% of the global total.

The Beijing Winter Olympics achieved the world's largest centralized demonstration operation of hydrogen fuel cell vehicles for the first time, creating a good "window effect" for the promotion of hydrogen fuel cell vehicles. The biggest advantage of hydrogen fuel cell technology is high cruising range and fast hydrogen refueling speed, and hydrogen is needed by steel, chemical, aviation and other industries. In the future, hydrogen fuel cells will not only cover passenger cars and commercial vehicles, but also drones, ships, rail transportation, electric motors and other application scenarios.

Typically, the power generated by one fuel cell unit is less than 1 volt, so in application, it is necessary to stack many fuel cell units side by side to obtain enough electric volts. Hydrogen fuel cells are composed of many layers of thin sheets. These stainless steel sheets are welded together to form a fuel cell stack. It is a very time-consuming process, and complete hermetic welding is a basic requirement for hydrogen fuel cell welding. Low-quality welding will seriously affect the fuel. Also, the working performance and service life of the battery may even cause leakage of hydrogen or other liquids. So optimizing the welding process can greatly reduce the production cost of hydrogen fuel cells.
1. Laser Welding of Metal Bipolar Plates
The main function of the bipolar plate (BPP for short) is to support the MEA, provide flow channels for hydrogen, oxygen and coolant, separate hydrogen and oxygen, collect electrons, and conduct heat. Common bipolar plate materials are graphite, composites, and metals. Metal materials have the characteristics of high mechanical strength, excellent bulk electrical conductivity and thermal conductivity, and are easy to be made into thin sheets and stamped into shapes. So they are the most widely used.
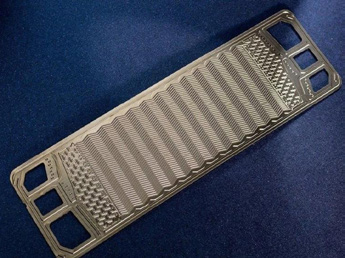
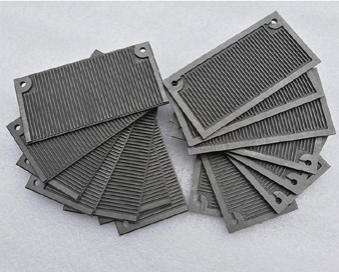
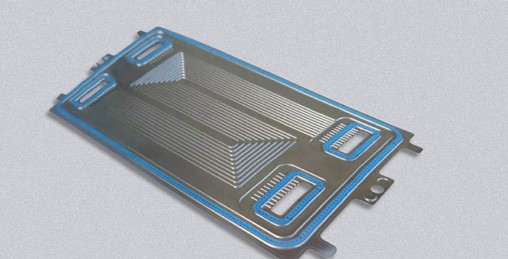
The metal bipolar plate is made of two stamped metal unipolar plates sealed and welded together. The most commonly used materials are mostly ultra-thin titanium alloy plates, and after stamping, the hard force of the material gathers inside and is released when welding, which is likely to cause problems such as pole plate deformation, flow channel welding penetration, and poor sealing. At the same time, laser welding of metal bipolar plates will cause the formation of local metal oxides, which will affect the performance of the surface coating in the area and eventually affect the performance and lifetime of the fuel cell.
In order to solve the above series of problems, based on the accumulation of technology and techniques, UW Laser has been able to eliminate deformation and other problems by welding in the flow channel area (bipolar plate flow field with dotted flow field, parallel DC flow field, cross finger flow field and single channel serpentine flow field, etc.) to ensure the sealing between the two unipolar and minimize the deformation of the ultra-thin plate down to 0.05mm, so that the whole hydrogen fuel cell’s deformation of the stack welding is effectively controlled and the conductivity of the metal bipolar plate is improved at the same time.
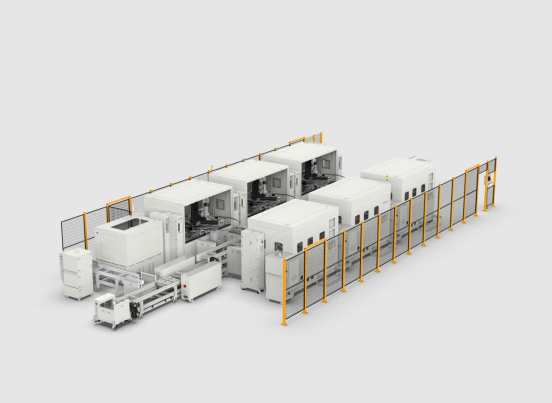
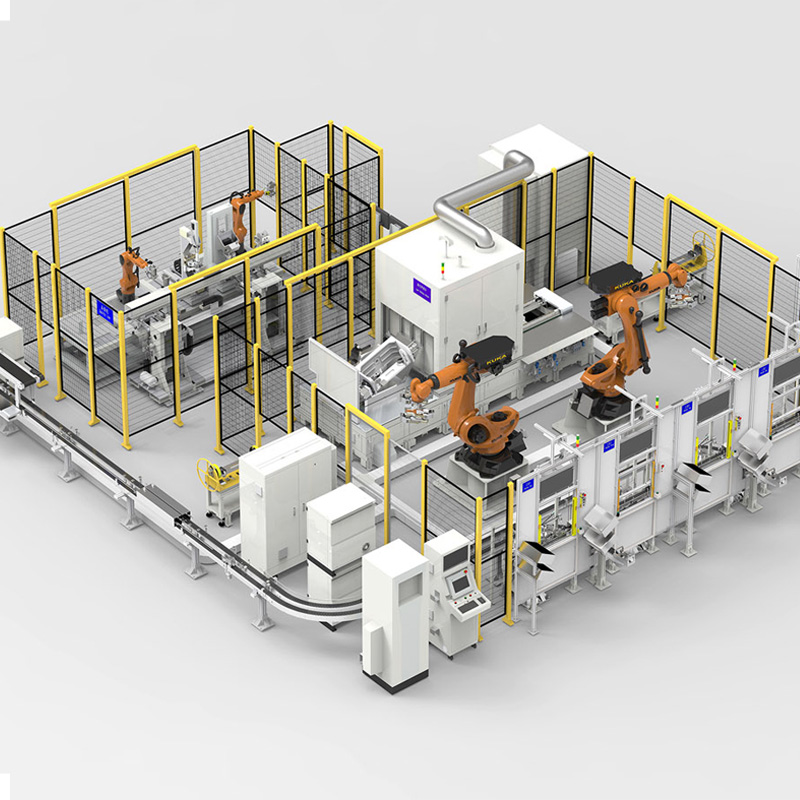
Hydrogen Fuel Cell Bipolar Plate Welding Line Self-Developed by UW Laser
Process Flow: Encoding Disk Loading by Robot-Front and Back Detection-Automatic Code Scanning-Fixture Positioning and Pressing-Automatic Welding-Air Tightness Testing-Marking-Cutting.
At the same time of high-speed continuous welding, it realizes the precision welding of the latest metal double electrode plate without deformation, super long weld bead, narrow and uniform weld seam, and excellent welding air tightness.
Improving the welding cycle time and reducing the residual height generated by welding, so the remaining height can be as small as possible is becoming a new challenge for the industry. In order to improve product stability and market competitiveness, UW Laser is developing its own fixtures based on the existing technology and has increased the welding efficiency to 400mm/s or even 1000mm/s to ensure efficient and stable welding process.
2. Laser Welding of Electric Stacking Ties
The fuel cell stack is mainly composed of seven parts: end plate, insulating plate, current collector plate, bipolar plate, membrane electrode, fastener, and sealing ring. After the small unit components are stacked into sub-assemblies, they are pre-assembled and compressed, and then tensioned with cable ties. The tensioned cable ties are welded and fixed by laser welding to achieve a stable effect.
Both graphite stacks and metal stacks can be fixed by screw fixation or laser welding with strap tensioning after the pressing process. The traditional metal stack and graphite stack are mostly fixed by screws. With the urgent need of the "lightweight" development of the stack, many enterprises in the stack industry gradually use laser welding to replace the screw fixation. Laser welding is considered the mainstream way of tension fixation in the future.
For the laser welding of electric stacks, UW Laser has developed a special laser and a welding swing head. At the same time, in order to meet the market demand, it has also developed various configurations suitable for welding different types of electric stack ties, such as single-mode lasers, multi-mode lasers, ring laser, single fiber output head, single fiber swing welding head, galvanometer welding head, and other configurations.
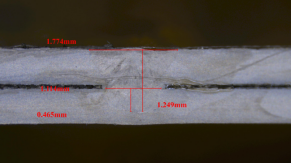
UW Laser’s stacking cable tie welding solution requires the thickness of the welding material to be compatible with the cable tie of 0.5-2mm with complete weld seam and that the back of the weld seam cannot be welded through, which ensures that the welding tension meets the customer’s tension greater than 10KN.
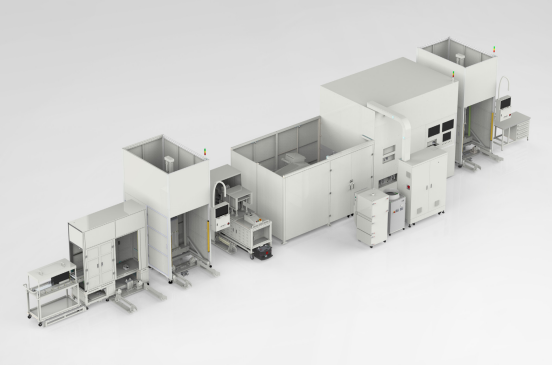
Fully Automated Intelligent Hydrogen Fuel Cell Stack Assembly Line
Process Flow: Raw Material Scanning - Automatic Stacking - Pressurization - Binding and Fixing - Air Tightness Testing - Output Stacking - Testing
The annual production capacity of the whole line is 5,000 stacks, with an accuracy of ±0.2mm. There are three airtight inspections, sub-stack assembly inspection, stack assembly inspection, and bare stack inspection. Each process testing software is assigned 12 test items, covering all product requirements testing, according to the different requirements of the product user select the corresponding test items, detection and screening of non-conforming products, greatly improving the production through rate, reducing the frequency of manual rework. Each airtightness test data is recorded and can be reviewed, including the traceability of non-conforming test information, and the flexible production line has a one-key switching function, sothe production can be changed by selecting any product formula.
In order to rapidly adapt to the market demand of hydrogen fuel cell welding and equipment, we have developed a series of new production lines and equipment with industry influence, such as bipolar plate welding production line, bipolar plate laminating production line, seal ring dispensing production line, automatic intelligent stack assembly production line, automatic stack taping welding machine, etc. We can customize laser welding and intelligent manufacturing solutions for customers in the hydrogen fuel cell industry!





